
Допоможіть розробці сайту, ділитися статтею з друзями!
Термічний вплив на окремі частини металоконструкцій дозволяє їм забезпечити високоміцне з'єднання. Термітне зварювання - це відомий і простий вид цих робіт, який легко виконується в домашніх умовах навіть майстрами з мінімальним досвідом.
технологічні особливості
Термітна або порошкова зварювання ГОСТ 2601-84 - це вид виручених робіт, при яких в якості джерела тепла служать терміти, використовується для з'єднання рейок, ЕХЗ і т. Д. Терміт - це порошкоподібна суміш з різних металевих матеріалів, зокрема, алюмінію і магнію і окалини заліза.
Існують такі види термітного зварювання:
- Тигельна (алюмініевотермітная);
- Муфельная.
Тигельна використовується для створення контурів заземлення та при з'єднанні електричних кабелів невеликого діаметру. Технологія передбачає використання термітної суміші в співвідношенні алюміній / залізо в пропорціях 23 / 70. При повному згорянні терміту виділяється залізо, яке і використовується для з'єднання між собою стиків. Сам процес горіння залежить від розміру зернистості термітного порошку. При роботі з міддю або іншими сполуками іноді до складу порошку вводять з'єднання інших металів для збільшення міцності шва.

Алюмінієва застосовується при необхідності створити на поверхні певної конструкції наплавку, для ремонту трамвайних рейок або при роботі з крихкими матеріалами. Одним з ключових переваг такої технології є можливість зварювання чавуну безстикової методом.
У той же час, тигельна зварювання не може використовуватися для з'єднання алюмінію, тому тут застосовується муфельна. Особливість муфельній роботи така, що при безпосередньому контакті високі температури плавлення термітів сприяють тому, що певні ділянки алюмінієвих з'єднань випаровуються. Тому для створення таких кріплень необхідно застосовувати накладки або термітні патрони. Ці патрони значно полегшують роботу з проводами одножильного і багатожильного типу. Вони являють собою наконечник, оснащений металевим кокіль. Відмінність муфельного типу від тигельного в тому, що в процесі роботи не з'являються продукти зварювання рідкого типу. Магній під впливом високих температур не розтікається по соединяемой поверхні, а вбирається в неї, утворюючи безшовне з'єднання.

Для кабелів з алюмінію перед виконанням термітного зварювання потрібно вплив флюсу. Він розчинить оксидну плівку, що перешкоджає зварювання окремих частин алюмінію, але можуть викликати іржавіння проводів. Тому професіонали вкрай рідко використовують цю методику. Для з'єднання такого виду кабелів застосовуються кокілі або присадочні прутики, в які вставляються кінці проводів і нагріваються до потрібної температури.
Сварка термітом, до складу яких входить магній, використовується для обробки проводів малого перерізу (телефонних, інтернет-кабелів), різних електричних з'єднань і т. Д. Для створення терміту потрібно близько 20% магній або алюмінію в суміші і 80% заліза (його окалини ). При цьому, головним джерелом кисню в процесі є окис заліза, а тепло виділяється чистим металом.
переваги:
- Простота. Ця технологія з'єднання стиків стали, алюмінію, чавуну та інших металів може використовуватися навіть новачками в зварювальному справі. Роботи не займають багато часу і проводяться компактним обладнанням, яке зручно зберігати вдома;
- Терміти забезпечують відмінну якість з'єднань. Стики міцні та довговічні. При роботі з алюмінієм для зменшення корозійних процесів використовуються флюси типу ВАМИ;
- Доступність. Устаткування для термітного зварювання не потребує великої кількості електричної енергії.

Але у цього виду зварювальних робіт є і певні недоліки:
- Для здійснення даного типу зварювання потрібно допоміжна і підготовча обробка металоконструкцій і кабелів;
- Процес зварювання неможливо відстежити, тому працювати безшовної технікою зможуть тільки професіонали з атестацією НАКС.
процес
Для проведення термітного зварювання потрібне спеціальне обладнання. це:
- Тигель, обладнаний зливом;
- Термітний олівець. Дуже зручне пристосування для виконання робіт вдома. Його не потрібно підігрівати, обпалювати або переплавляти. Після включення в мережу пристрій вже готове до роботи;
- Пристосування для підтримки і затиску зварюються конструкцій;
- Різак, пила по металу, пальник для інвертора, термометр;
- Інші додаткові інструменти (абразивний круг, металева щітка).
Розглянемо приклад, як проводиться зварювання термітами на алюмінієвій основі. Для займання такого порошку необхідна мінімальна температура 1300 градусів. Під її впливом металеві конструкції випаровуються, на їх поверхні утворюються мікротріщини. Нагріте алюміній здатний не тільки відновити метал, але і забезпечити щільне і довговічне з'єднання окремих частин. З'єднуються частини фіксуються в формі, яку можна зробити з підручних засобів або купити в спеціальному магазині. Обробляються деталі обраним видом зварювання, остуджуються і зачищаються.

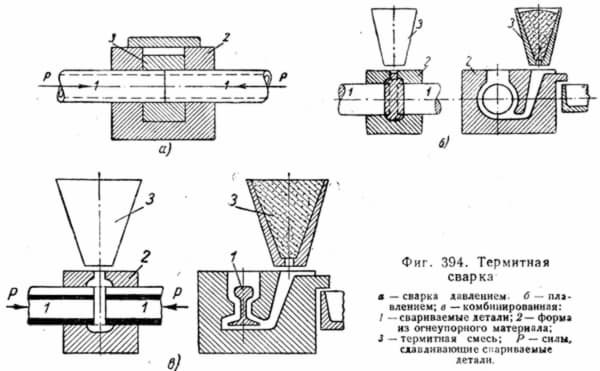
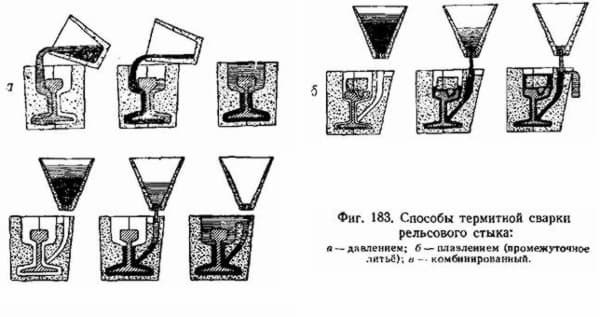
Термітне зварювання для рейок і кабелів і т. Д. Буває наступних типів:
- З проміжним литтям;
- впритул;
- комбінована;
- Дуплекс.
Під час проміжного лиття термітний порошок під впливом високих температур стає рідким металом. Суміш, вироблена плавленням має такі ж характеристики, як і її тверда (порошкова) форма. Під час цього з'єднуються частини окремої металоконструкції фіксуються в спеціальній формі. Терміт заливається в неї, завдяки чому відбувається оплавлення і з'єднання металевих частин. Потрібно відзначити, що схема дуплексу дуже схожа на проміжне лиття. Процес ідентичний за винятком того, що після заливки терміту в форму і його застигання, отриманий стик додатково пресується.
Сварка термітами стиків впритул використовується для з'єднання різних пластин, катодних і дренажних виводів, і інших подібних елементів. Перед початком робіт частини конструкції обпікаються в печі, при цьому, терміт обпалюється в іншому тиглі. Після металоконструкції обжимаються пресом і зварюються обпаленим термітним порошком. Методика передбачає ретельну обробку крайок і торців пластин, тому вона рідко використовується в домашніх умовах.
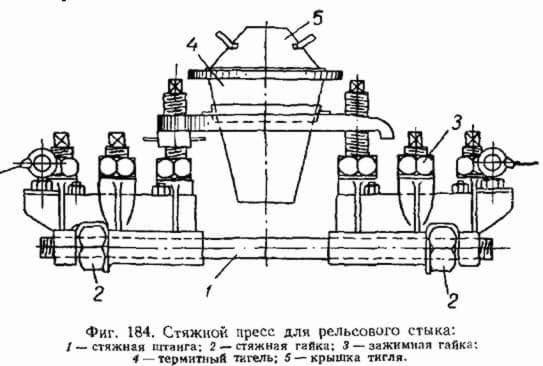
Для зварювання рейок, стрілочних механізмів і т. Д. Використовується комбінована техніка. Тут поєднується зварювання впритул і під литтям. Перед початком робіт рейки обрізаються для створення гострих кромок. Між окремими частинами рейок встановлюється сталева пластина, яка утискує в них за допомогою потужного преса. Відповідно, на цьому місці утворюється невеликий зазор, в який під тиском заливається рідкий терміт. Після його застигання шов додатково обробляється і зварюється.

Відео: як провести термітну зварювання
https://www.youtube.com/watch?v=VMUOrfl-JcY
Техніка безпеки
Нормативні акти вказують, що, незважаючи на зовнішню простоту, термітна зварювання - це складний і небезпечний вид робіт. Розглянемо вимоги безпеки:
- Термітний порошок може зберігатися тільки в опалювальних, провітрюваних приміщеннях;
- Не можна використовувати вологий терміт;
- Якщо роботи зі зварювання проводяться поза приміщенням, то місце стику від снігу, бруду та інших сторонніх предметів очищається в діаметрі 50 сантиметрів;
- Проводити зварювання не можна, якщо стовпчик термометра опустився нижче 10 градусів;
- Не можна запалювати шихту від дуги;
- Інструкція з використання термітних інверторів вимагає засипати при горінні терміт піском, обладнати кисневу лінію додатковим захисним клапаном і вимикати подачу горючої суміші при поломці пальника;
- Зварювальник обов'язково повинен бути одягнений в спеціальний костюм.
Купити обладнання для термітного зварювання можна в спеціальному магазині, його ціна залежить від типу і марки інвертора. Наприклад, ціна такого зварювального апарату в Воронежі і Красноярську починається від 500 доларів.