
Допоможіть розробці сайту, ділитися статтею з друзями!
Для з'єднання металевих конструкцій часто використовується термічний вплив на їх окремі частини. Ручна і автоматична електродугова зварювання є одним з найпопулярніших подібних видів робіт.
види
Електродугова металева зварювання (ГОСТ 5264-80) - це процес з'єднання металів, під час якого температура електричної дуги може досягати 7000 градусів. Це унікальний вид з'єднання окремих частин конструкцій, т. К. У такий спосіб можна зварити будь-які відомі метали. Після застигання на місці зчеплення утворюється зварний шов. Використовується для ремонту кузова автомобіля, газових, водяних та інших труб, при виробничих роботах і т. Д.
Електрична дуга розплавляє метал і металеві електроди, після чого рідина, що утворилася за допомогою температурного впливу, заповнює зазор між двома заготовками.
Види дугового електричного зварювання:
- Ручна
- напівавтоматична;
- Автоматична.
Головна відмінність між процесу полягає в принципі проведення робіт. При ручному всі дії по з'єднанню металів здійснюються своїми руками, при автоматичній - відповідно, виключно зварювальним апаратом. Напівавтоматичний процес є комбінованим. Тут для зварювання металів використовуються електроди.

Також в залежності від використовуваного струму, процес зварки може здійснюватися:
- змінним;
- Постійним. У свою чергу, така технологічна зварювання буває прямий полярності (мінусовими електродами) і зворотної (позитивними).
Залежно від необхідного струму, може використовуватися різне устаткування і способи з'єднання. Також у зварювальників, залежно від типу технологічної обробки, використовуються різні електроди: плавляться та не плавляться. Плавляться можуть використовуватися в будь-якому середовищі. Вони працюють за рахунок утворення дуги між металом і електродом. Залежно від довжини деталей, що з'єднуються, у міру зварювання електрод подається на місця стиків. Застосовуються для вуглецевої сталі, з'єднання алюмінію, міді і т. Д.

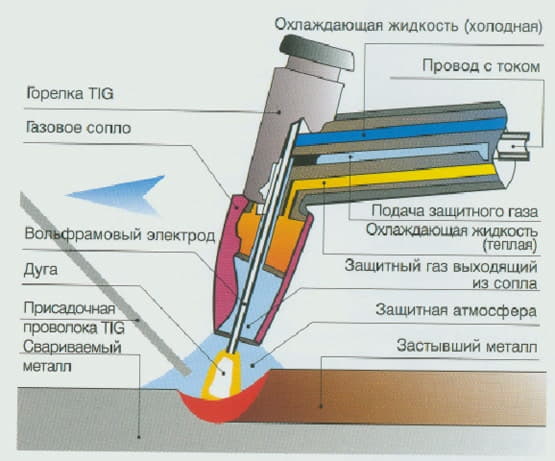
Для невеликих і тонких з'єднань використовуються не плавляться. Вони часто застосовуються для зварювання трубопроводів, тугоплавких металів і іншого. З такими цілями застосовуються вольфрамові електроди, графітові і вугільні.
Також електродугове зварювання класифікується за типом захисту:
- У середовищі захисних газів (ГОСТ 14771-76). Це аргону і вуглекисла;
- У середовищі шлаків. Це процес термічного впливу на металеві з'єднання під флюсом або толстопокритимі електродами. Процес користується популярністю при пайку різних труб великого діаметру;
- З комбінованим захистом. Процес пайки, в якому режими виробляються в газовому середовищі з толстопокритимі флюсами.

Технологія зварки має свої переваги і недоліки. Переваги процесу:
- Доступність зварювального устаткування і додаткових елементів (флюсу, електродів). Купити інвертори можна в будь-якому електротехнічному магазині. Середня ціна - від 30 доларів за річний інвертор і від 80 за напівавтоматичний;
- Зона термічного впливу має дуже малий вплив на несваріваемие ділянки металів. Це вкрай важливо для з'єднання труб і тонких прокатних металевих листів.
Методи зварки мають і деякі недоліки:
- Необхідно застосування спеціального обладнання. Електродугове зварювання проводиться тільки спеціальними инверторами і електродами;
- Для зварювання нержавійки (легованої сталі), алюмінію, міді та інших плавких металів обов'язково потрібно зачистка з'єднуються. Краї готуються перед процесом термічної обробки і після його закінчення (тільки за умови повного остигання металу).

Відео: навчання дугового зварювання
як проводиться
Щоб правильно зварювати метал електродугової зварюванням, необхідно строго слідувати інструкції. Тільки за цієї умови зварений шов буде досить міцним і акуратним.
Покрокова інструкція:
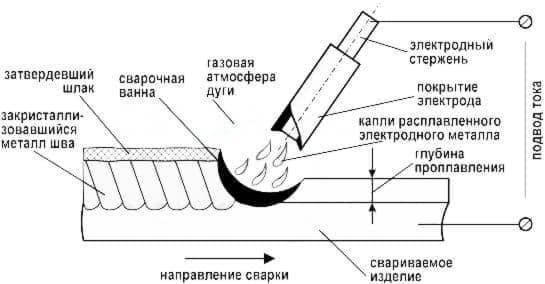
- Кромки заготовок зачищаються і обезжирюються, при необхідності проводиться їх різання. До них приставляється розпечений електрод. Торець електроду розділяє певну ділянку поверхні деталі, що зварюється на іони і електрони. У цьому просторі і виникає дуговий розряд;

Фото - зачистка - Для того щоб процес зварювання відбувався швидше і результат був надійніше, на поверхню зварної арматури (електродів) наносяться різні речовини. Це може бути кальцій, калій, натрій. Вони прискорюють процес поділу металу на частки;
- За типом зварювання вона може проводитися відкритою дугою (плавленням незахищеним потоком спрямованих частинок) і закритою. У відкритому положенні купівлі металу насичуються азотом, що негативно позначається на якості шва. Щоб знизити цей вплив електроди покриваються шаром металу. Для виробництва більш вигідно використовувати закритий метод, в якому місце зварювання захищене від впливу кисню;

Фото - необхідні інструменти - Коли всі підготовчі процеси завершені, потрібно встановити електрод в інвертор і кілька разів провести кінцем прута по торцях деталей, що зварюються - це запалить дугу. Апарати підбираються за типом проведених робіт і в залежності від особливостей і властивостей металів. Після включення зварювального пристрою потрібно встановити струм на потрібному рівні, і поки система розігрівається, надіти засоби безпеки;

Фото - захист - У різних апаратів є різні режими для зварювання, але будь-які сучасні пристрої виготовлені таким чином, що не дають електродів залипати. Тому намагатися тримати прут на певному рівні від поверхні немає необхідності;
- Схема зварювання: опереть електрод на поверхню деталей, що зварюються і акуратно повільно вести по зазору. Ванна заповниться рідким металом, який при застиганні утворює міцне з'єднання. Щоб максимально точно розрахувати потужність, струм і тривалість впливу дуги, необхідно скористатися операційної картою технологічного процесу;
- Вертикальні шви зварюються короткою дугою. Кут зіткнення електрода і зварюється поверхні повинен бути прямим, допускається відхилення на 10 градусів. Щоб уникнути наплавления металу в одній точці може використовуватися техніка ялинки, трикутника або багатошарове проходження тонкої дугою. Кожна методика має свої особливості, тому підбирається потрібний спосіб залежно від потреб та рівня підготовки.

Після того як ремонт закінчено, потрібно зафіксувати пластини в певному положенні до повного застигання ванній і шва.