
Допоможіть розробці сайту, ділитися статтею з друзями!
Апарати для точкового зварювання не так часто використовуються в побуті, як дугові, але іноді без них неможливо обійтися. З огляду на, що вартість такого обладнання починається від $ 450 $ 470, рентабельність його покупки викликає сумніви.

Вихід з такої ситуації - контактна точкове зварювання своїми руками. Але, перш ніж розповісти, як самостійно зробити такий пристрій, давайте розглянемо, що являє собою точкове зварювання і технологію її роботи.
Коротко про точковому зварюванні
Даний тип зварювання відноситься до контактних (термомеханическим). Зауважимо, що до такої категорії також відносять шовную і стикове зварювання, але їх реалізувати в домашніх умовах не представляється можливим, оскільки для цієї мети знадобиться складне устаткування.
Зварювальний процес включає в себе наступні етапи:
- деталі поєднують в необхідному положенні;
- закріплюють їх між електродами апарату, які притискають деталі;
- виробляється нагрівання, в результаті якого за рахунок пластичного деформування деталі міцно з'єднуються між собою.
Виробничий апарат точкового зварювання (такий як показаний на фото) здатний протягом хвилини зробити до 600 операцій.

технологія процесу
Щоб нагріти деталі до необхідної температури, на них подається короткочасний імпульс елетротока великої сили. Як правило, імпульс триває в від 0, 01 до 0, 1 секунди (час підбирається виходячи з характеристик металу, з якого виготовлені деталі).
При імпульсі метал розплавляється, і між деталями утворюється загальне рідке ядро, поки воно не застигне, зварюються поверхні необхідно утримувати під тиском. Завдяки цьому, остигаючи, розплавлене ядро кристалізується. Малюнок, що ілюструє процес зварювання, показаний нижче.
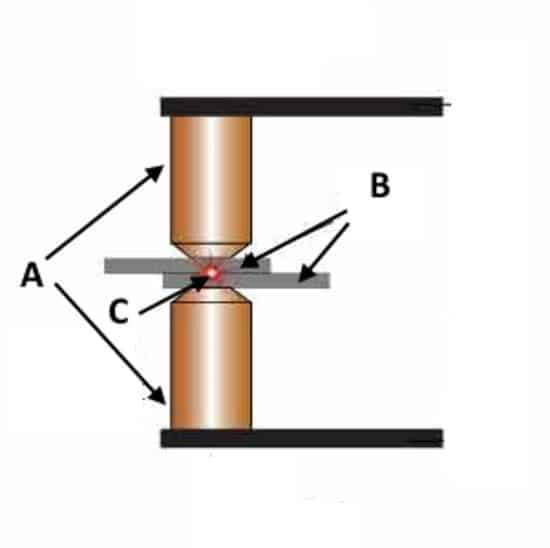
позначення:
- A - електроди;
- B - зварюються деталі;
- З - ядро зварювання.
Тиск на деталі необхідно для того, щоб при імпульсі по периметру ядра розплавленого металу утворився ущільнюючий пояс, який дозволить витікати розплаву за межі зони, де відбувається сварка.
Щоб забезпечити найкращі умови для кристалізації розплаву, тиск на деталі знімається поступово. Якщо необхідно «прокувати» місце зварювання з метою усунути неоднорідності всередині шва, підсилюють тиск (роблять це на фінальній стадії).
Звернемо увагу, що для забезпечення надійного з'єднання, а також якості шва, попередньо необхідно обробити поверхні деталей в місцях, де буде відбуватися зварювання. Це робиться для видалення оксидної плівки або корозії.
Там, де необхідно забезпечити надійне з'єднання деталей товщиною від 1 до 1, 5 мм, застосовують конденсаторну зварювання. Принцип її дії наступний:
- блок конденсаторів заряджають електрострумом невеликої сили;
- розряд конденсаторів проводиться через з'єднуються деталі (сили імпульсу досить для забезпечення необхідного режиму зварювання).
Такий тип зварювання застосовується в тих сферах промисловості, де необхідно з'єднати мініатюрні і надмініатюрні компоненти (радіотехніка, електроніка і т.д.).
Говорячи про технології точкового зварювання слід зазначити, що з її допомогою можна з'єднувати між собою різнорідні метали.
Приклади саморобних конструкцій
В інтернеті є багато прикладів створення апаратів, які виробляють точкове зварювання. Наведемо кілька найбільш вдалих конструкцій. Нижче показана схема простого пристрою для точкового зварювання.
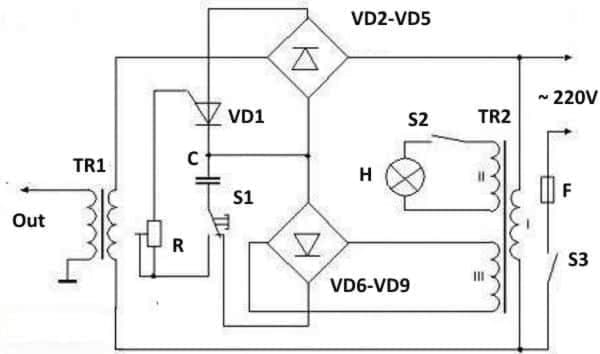
Для реалізації нам знадобляться наступні радіодеталі:
- R - змінний опір номіналом 100 Ом;
- С - конденсатор, розрахований на напругу не менше 25 В з ємністю 1000 мкФ;
- VD1 - тиристор КУ202, буквений індекс може бути К, Л, М або Н, можна також використовувати ПТЛ-50, але в цьому випадку ємність «С» необхідно знизити до 1000 мкФ;
- VD2-VD5 - діоди Д232А, зарубіжний аналог - S4M;
- VD6-VD9 - діоди Д226Б, їх можна замінити закордонним аналогом 1N4007;
- F - запобіжник на 5 А.
Необхідно зробити відступ, щоб розповісти, як виготовити трансформатор TR1. Він виготовляється на базі заліза Ш40, з товщиною набору 70 мм. Для первинної обмотки потрібно провід ПЕВ2 Ø0, 8 мм. Кількість витків в обмотці - 300.
Щоб зробити вторинну обмотку, знадобиться мідний багатожильний провід Ø4 мм. Його допускається замінити шиною, за умови, що її перетин буде як мінімум 20 мм 2. Кількість витків вторинної обмотки - 10.
Відео: контактне зварювання своїми руками
Що стосується TR2, то для нього підійде будь-який з малопотужних трансформаторів (від 5 до 10 Вт). При цьому на обмотці II, буде використано для з'єднання лампи підсвічування «H», має бути вихідна напруга в межах 5-6 В, а обмотки III - 15 В.
Потужність виготовленого апарату буде відносно не висока, в межах від 300 до 500 А, максимальний час імпульсу до 0, 1 сек (за умови, що номінали «R» і «С» будуть такими ж, як на наведеній схемі). Цього цілком достатньо для зварювання сталевого дроту Ø0, 3 мм або листового металу, якщо його товщина не перевищує 0, 2 мм.
Наведемо схему більш потужного апарату, у якого зварювальний електрострум імпульсу буде в межах від 1, 5 кА до 2 кА.
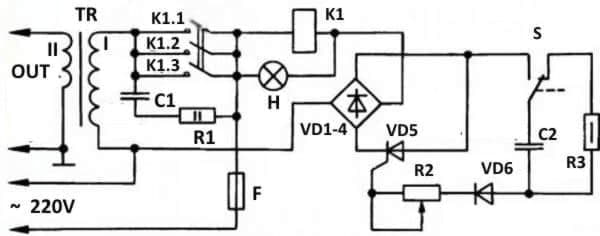
Перерахуємо використовувані в схемі компоненти:
- номінали опорів: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- ємності в схемі: С1-1.0 мкФ, С2-0, 25 мкФ. Причому, С1 повинен бути розрахований під напругу не менше 630 В;
- VD1-VD4 діоди - діоди Д226Б, допускається заміна на зарубіжний аналог 1N4007, замість діодів можна поставити діодний міст, наприклад, КЦ405А;
- тиристор VD6 - КУ202Н, його необхідно помістити на радіатор, площею не менше 8 см 2;
- VD6 - Д237Б;
- F - запобіжник на 10 А;
- К1 - це будь-який магнітний пускач, у якого є три пари робочих контактів, а обмотка розрахована на ~ 220 В, наприклад, можна встановити ПМЕ071 МВУХЛЗ AC3.
Тепер розповімо, як зробити трансформатор ТR1. За основу взято автотрансформатор ЛАТР-9, такий, як показано на фотографії.

Обмотка в цьому автотрансформаторі налічує 266 витків, зроблена вона мідним дротом Ø1, 0 мм, її ми будемо використовувати в якості первинної. Акуратно розбираємо конструкцію, щоб не пошкодити обмотку. Вал і прикріплений до нього пересувної роликовий контакт демонтуємо.
Дале нам необхідно ізолювати контактну доріжку, з цією метою очищаємо її від пилу, знежирюємо і покриваємо лаком. Коли він просохне додатково, ізолюємо всю обмотку, використовуючи лакоткань.
Як вторинної обмотки використовуємо мідний дріт з площею перетину як мінімум 80 мм 2. Важливо, щоб ізоляція цього проводу була термостійкої. Коли всі умови дотримані, робимо їм обмотку з трьох витоків.
Налаштування зібраного пристрою зводиться до градуювання шкали змінного резистора, що регулює час імпульсу.
Рекомендуємо перед тим як приступати до зварювання, встановити дослідним шляхом оптимальний час для імпульсу. Якщо тривалість буде зайвою, деталі будуть пропалені, а якщо менше необхідної - міцність з'єднання буде ненадійною.
Як уже писалося вище, апарат здатний видати зварювальний електрострум силою до 2000 А, що дозволяє зварювати сталевий дріт Ø3 мм або листову сталь, товщина якої не перевищує 1, 1 мм.